
应用领域
公司将长期深耕新能源、半导体、精密陶瓷行业。
精密陶瓷行业
- 分类:应用领域
- 发布时间:2020-10-12 16:53:19
- 访问量:0
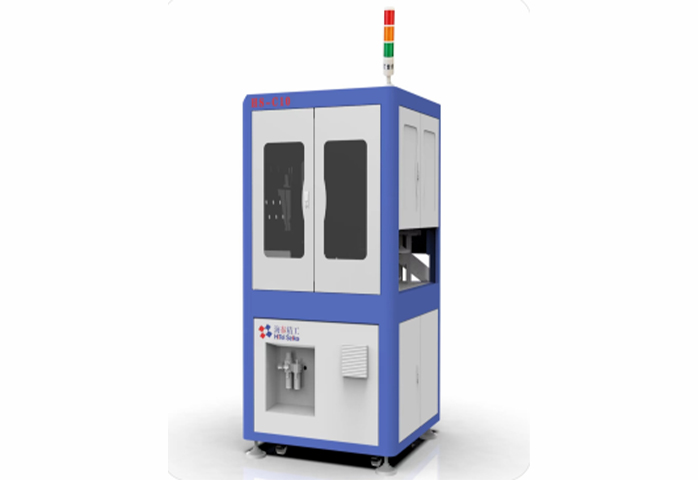
雾化芯六面体外观视觉检测机(HS-C10)
设备简介
电子烟雾化芯缺陷检测设备是主要应用于制品的外观及缺陷全检,通过振动盘上料,玻璃转盘转动,相机把产品的表面转换成图像信号模式,然后传给视觉检测设备的图像处理系统,结合深度学习的算法,根据正常品与表面缺陷产品进行颜色、像素的区别筛选出表面缺陷的产品。
核心参数
缺陷类型:包括但不限于:裂纹、汽孔、划痕、塌边、缺料、丝印薄等;
雾化芯检测速度最高可达1200个/分钟;
实际工作速度由上料速度、相机任务数量及检测精度要求等具体情况判定。
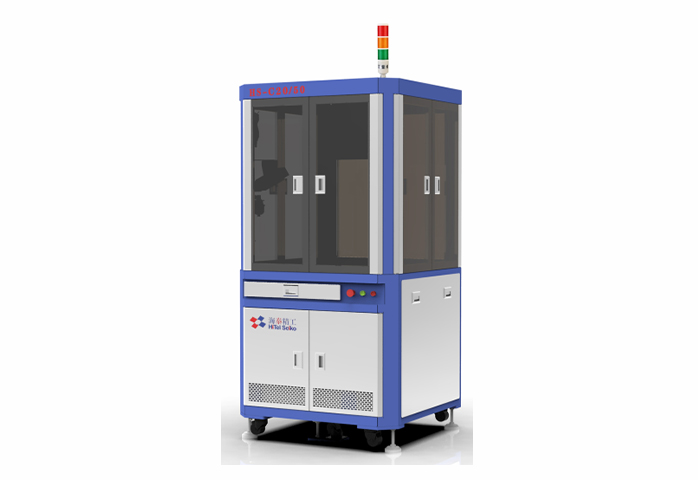
陶瓷电容/电感外观视觉高速检测机(HS-C20/50)
设备简介
陶瓷电容/电感外观缺陷检测高速机主要检测电容和电感表面的各类缺陷,设备采用高速振动盘上料,通过镀膜高透玻璃转盘旋转送料,高速工业相机飞拍物料各个表面和重点检测区域,将高清图片传送给视觉检测软件模块,结合专门针对电感/电容优化过的深度学习引擎,快速识别和定位外观缺陷。
核心参数
典型缺陷有:裂纹、汽孔、划痕、塌边、缺料、焊接不良、漆面破损、漆包线缠绕不均、外观畸形等;
贴片电容检测速度:6000-12000个/分钟(根据物料尺寸大小和检测要求);
电感检测速度:3000-6000个/分钟(根据物料尺寸大小和检测要求)。
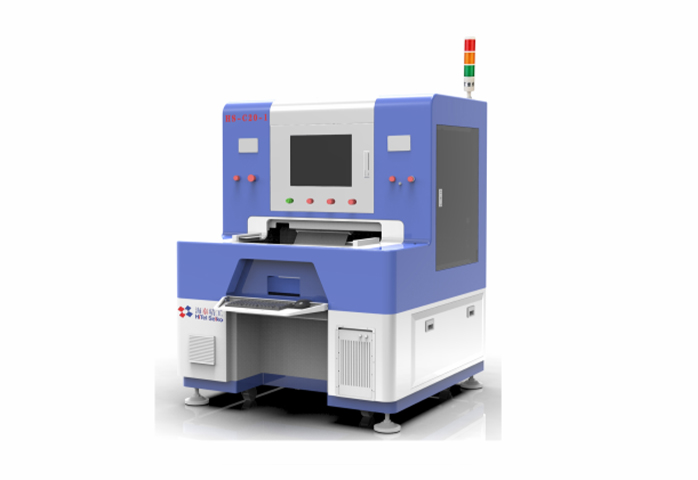
陶瓷薄膜电极外观视觉检测机(HS-C20-I)
设备简介
陶瓷薄膜电极检测设备主要用于流延后段电极丝印后的薄膜外观检测。在MLCC生产工艺流程中,薄膜流延后印刷电极,电极图形的完整性是一个重要的质量指标,通过高清相机+光源+镜头在印刷电极后取图成像,利用成像后的图片做传统或AI深度学习的软件处理,判别产品电极缺陷(白点、黑点、锯齿、白斑、毛边、渲染、印刷不全、变形等),定位缺陷位置。
核心参数
检测精度要求:0.03 mm。
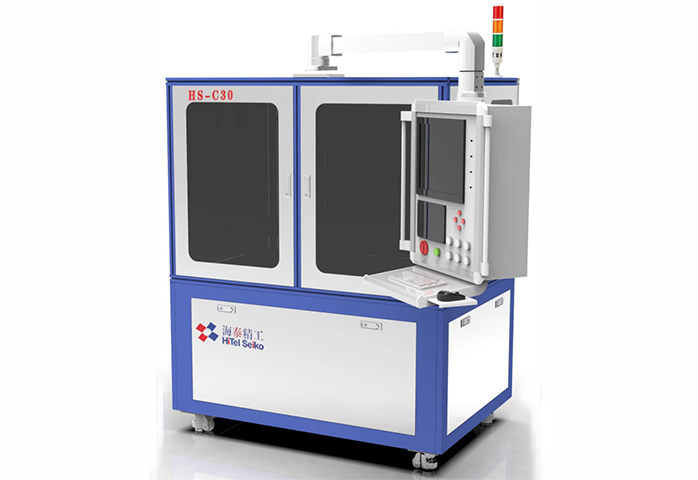
陶瓷基板外观视觉检测机(HS-C30)
设备简介
陶瓷基板缺陷3D检测机主要用于检测陶瓷基板的外观缺陷,该检测机采用了高精度线扫激光轮廓仪对基板的表面进行3d扫描,并配套海泰专门针对瓷材基板开发的3D视觉算法对点云和深度图进行深度分析,对基板表面的凹凸,划痕,破损,斑点等缺陷进行高效精准的检出,检出率和检出精度都达到了行业领先水准。
核心参数
最大重复精度:3µ;
最大检测速度:200mm/s;
线长:6mm-500mm;
产能:N360PCS/H;
检测项目:凹坑/突起/污点/缺损/翘曲/划痕。
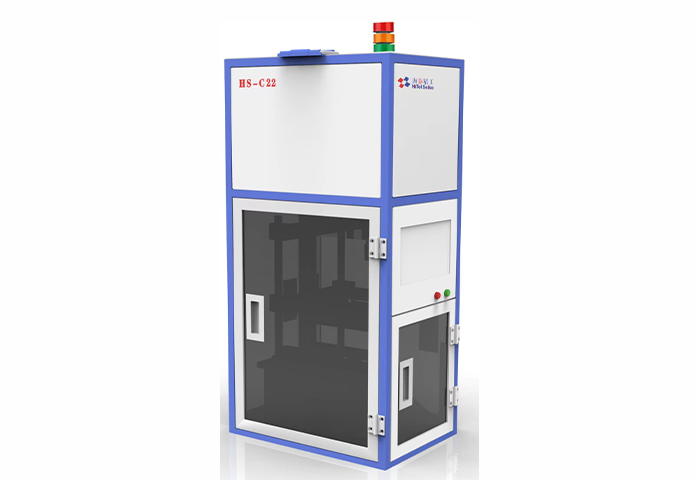
陶瓷电容称重视觉计数机(HS-C22-I)
设备简介
陶瓷称重计数设备,主要用于解决MLCC制品的计数问题,随着MLCC的尺寸越来越小,已经无法通过称重来计算出有多少颗产品,因此采用“光学+视觉+高精度电子秤:结合的方式对电容制品进程称重计数。
产品优势
产品最小尺寸0.2mm*0.4mm;
兼042/063/105/107/212等规格; 治具内电容精准计数,多角度光源可发现残留在治具外的电容计数;
可区分来料为三种不同治具的哪款治具,并计算尚存的空孔计数;

铜电镀外观视觉检测机(HS-C24)
设备简介
铜电镀外观检测机,主要应用于MLCC铜电镀产品的外观检测,检测制品6个面30种缺陷,主要缺陷类型:擦伤、脏污、尺寸不良、破损、裂痕、凸出,异常附着、异物、针孔、切割伤、压痕、变色、毛刺、断裂、保护板剥离、凹坑等缺陷。采用传统机器视觉+AI算法。
应用拓展
各类陶瓷电容、金属配件类2D、3D尺寸测量。
陶瓷Bar外观视觉检测机(HS-C21-I)
设备简介
Bar板检测设备,用于检测均压后的Bar板表面,是否有缺陷。把印刷有内电极的陶瓷膜片按设计的错位要求,叠压在一起,使之形成MLCC的Bar块,Bar块的外观缺陷检测一般由人工目视检测,漏检率高,时间耗费长,人工成本高。
Bar外观检测设备通过视觉检测自动判定缺陷,标记缺陷位置;
核心参数
可检缺陷类型:压痕、表面残留杂物、四边飞起、薄膜偏移等。
扫二维码用手机看

智能AI视觉及电性能检测装备专家


© COPYRIGHT 2021 金年会6766. ALL RIGHTS RESERVED 琼ICP备2022018268号-12